
DIN7991 Senkkopfschraube mit Innensechskant, Güteklasse Kohlenstoffstahl, verzinkt, Güteklasse 8,8 10,9





DIN7991 Senkkopfschraube mit Innensechskant, Güteklasse Kohlenstoffstahl, verzinkt, Güteklasse 8,8 10,9
Beschreibung
SCHNELLAntwort
SCHNELLZitat
SCHNELLLieferung
LIEFERFERTIG
10000+ SKU im Lager
Wir verpflichten uns für RTS-Artikel:
70 % Artikel geliefert innerhalb von 5 Tagen
80 % Artikel geliefert innerhalb von 7 Tagen
90 % Artikel geliefertinnerhalb von 10 Tagen
Bei Großbestellungen wenden Sie sich bitte an den Kundendienst

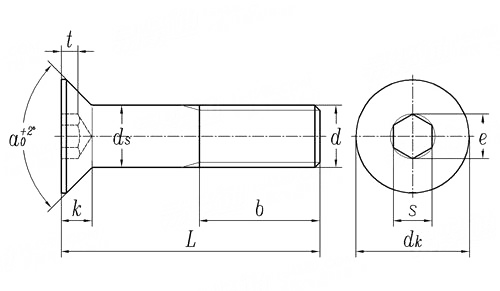
| d | M3 | M4 | M5 | M6 | M8 | M10 | M12 | (M14) | M16 | (M18) | M20 | (M22) | M24 | |
| P | Tonhöhe | 0,5 | 0,7 | 0,8 | 1 | 1,25 | 1.5 | 1,75 | 2 | 2 | 2.5 | 2.5 | 2.5 | 3 |
| α | Tol.(+2) | 90° | 90° | 90° | 90° | 90° | 90° | 90° | 90° | 90° | 90° | 90° | 60° | 60° |
| b | L≤125mm | 12 | 14 | 16 | 18 | 22 | 26 | 30 | 34 | 38 | 42 | 46 | 50 | 54 |
| 125<L ≤ 200 | / | / | / | 24 | 28 | 32 | 36 | 40 | 44 | 48 | 52 | 56 | 60 | |
| L>200 | / | / | / | / | / | 45 | 49 | 53 | 57 | 61 | 65 | 69 | 73 | |
| dk | Max=Nominal | 6 | 8 | 10 | 12 | 16 | 20 | 24 | 27 | 30 | 33 | 36 | 36 | 39 |
| Min | 5.7 | 7.64 | 9.64 | 11.57 | 15.57 | 19.48 | 23.48 | 26.48 | 29.48 | 32,38 | 35,38 | 35,38 | 38,38 | |
| ds | Max=Nominal | 3 | 4 | 5 | 6 | 8 | 10 | 12 | 14 | 16 | 18 | 20 | 22 | 24 |
| Min | 2,86 | 3,82 | 4,82 | 5,82 | 7,78 | 9,78 | 11.73 | 13.73 | 15.73 | 17.73 | 19.67 | 21.67 | 23.67 | |
| e | Min | 2.3 | 2,87 | 3.44 | 4,58 | 5,72 | 6,86 | 9.15 | 11.43 | 11.43 | 13.72 | 13.72 | 16 | 16 |
| k | Max | 1.7 | 2.3 | 2.8 | 3.3 | 4.4 | 5.5 | 6.5 | 7 | 7.5 | 8 | 8.5 | 13.1 | 14 |
| s | Nominell | 2 | 2.5 | 3 | 4 | 5 | 6 | 8 | 10 | 10 | 12 | 12 | 14 | 14 |
| Min | 2.02 | 2,52 | 3.02 | 4.02 | 5.02 | 6.02 | 8.025 | 10.025 | 10.025 | 12.032 | 12.032 | 14.032 | 14.032 | |
| Max | 2.1 | 2.6 | 3.1 | 4.12 | 5.14 | 6.14 | 8.175 | 10.175 | 10.175 | 12.212 | 12.212 | 14.212 | 14.212 | |
| t | Max=Nominal | 1.2 | 1.8 | 2.3 | 2.5 | 3.5 | 4.4 | 4.6 | 4.8 | 5.3 | 5.5 | 5.9 | 8.8 | 10.3 |
| Min | 0,95 | 1,55 | 2.05 | 2,25 | 3.2 | 4.1 | 4.3 | 4.5 | 5 | 5.2 | 5.6 | 8.44 | 9,87 | |
Detaillierte Beschreibung


Hochfeste Verbindungselemente erzeugen beim Verzinken eine klare Festigkeit. Brauchen besondere Aufmerksamkeit.
Wasserstoffversprödung ist in der Regel durch einen verzögerten Bruch unter Belastung gekennzeichnet. Es gab Autofedern, Unterlegscheiben, Schrauben, Blattfedern und andere verzinkte Teile, deren Bruchanteil innerhalb weniger Stunden nach der Montage 40 % bis 50 % betrug. Bei der Verwendung cadmierter Teile eines Spezialprodukts kam es zu Chargenrissbrüchen, ein nationales Schlüsselproblem wurde gelöst und ein strenger Dehydrierungsprozess formuliert. Darüber hinaus gibt es einige Wasserstoffversprödungserscheinungen, die kein verzögertes Bruchphänomen zeigen, wie z. B.: Galvanisierungsbügel (Stahldraht, Kupferdraht) Aufgrund der häufigen Galvanisierung und Beizplattierung ist das Eindringen von Wasserstoff schwerwiegender und es treten bei der Verwendung häufig Falten auf es kommt zu Sprödbruchphänomenen; Der Dorn einer Schrotflinte fiel nach mehrmaligem Verchromen zu Boden und zerbrach; Einige abgeschreckte Teile (große innere Spannung) reißen beim Beizen. Diese Teile sind stark hydriert und reißen ohne äußere Spannung, wodurch die ursprüngliche Zähigkeit durch Dehydrierung nicht mehr wiederhergestellt werden kann.
Je höher die Materialfestigkeit, desto größer ist die Empfindlichkeit gegenüber Wasserstoffversprödung. Dies ist ein Grundkonzept, das von Oberflächenbehandlungstechnikern bei der Erstellung von Prozessspezifikationen für die Galvanik geklärt werden muss. Stähle mit einer von internationalen Normen geforderten Zugfestigkeit σb>105 kg/mm2 sollten vor dem Galvanisieren einer Belastung und einer entsprechenden Dehydrierungsbehandlung nach dem Galvanisieren unterzogen werden. Die französische Luftfahrtindustrie verlangt eine entsprechende Dehydrierungsbehandlung für Stahlteile mit einer Streckgrenze σs>90kg/mm2.
Aufgrund der guten Korrelation zwischen Stahlfestigkeit und -härte ist es intuitiver und bequemer, die Wasserstoffversprödungsempfindlichkeit von Materialien anhand der Härte als anhand der Festigkeit zu beurteilen. Denn ein perfekter Produktzieh- und Bearbeitungsprozess sollte durch die Stahlhärte gekennzeichnet sein. Bei der Galvanisierung stellten wir fest, dass die Härte des Stahls um HRC38 das Risiko eines Wasserstoffversprödungsbruchs aufwies. Bei Teilen mit mehr als HRC43 sollte eine Dehydrierung nach dem Galvanisieren in Betracht gezogen werden. Wenn die Härte etwa HRC60 beträgt, muss unmittelbar nach der Oberflächenbehandlung eine Dehydrierungsbehandlung durchgeführt werden, da sonst die Stahlteile innerhalb weniger Stunden reißen.
Verpackung






Über uns







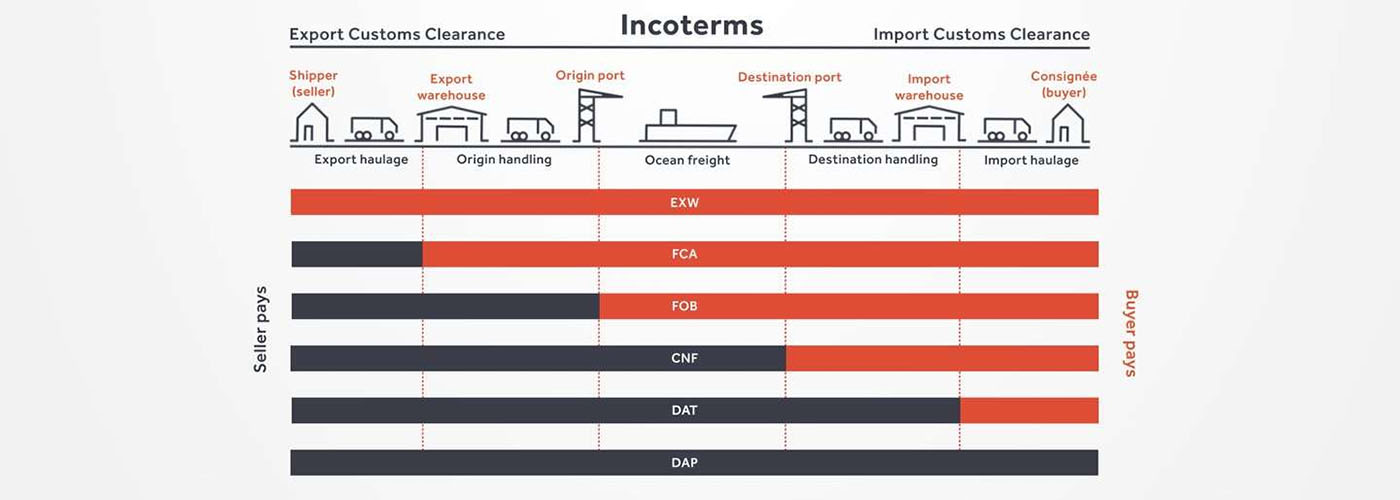
* Das folgende Diagramm identifiziert die verschiedenen Handels-Incoterms. Bitte wählen Sie das gewünschte aus.
HEISSES VERKAUFSPRODUKT
Qualität geht vor, Sicherheit garantiert
-

Keilanker der Güteklasse 4,8, Güteklasse 5,8, verzinkt
-
Keilanker der Güteklasse 4,8, Güteklasse 5,8, verzinkt
-

Sechskantmutter aus feuerverzinktem Kohlenstoffstahl, Güteklasse ...
-
Sechskantmutter aus feuerverzinktem Kohlenstoffstahl, Güteklasse ...
-

Sechskantschraube DIN 933, Güteklasse 8,8, brüniert, DIN 933
-
Keilanker der Güteklasse 4,8, Güteklasse 5,8, verzinkt